随着电子产业的日益发展, PCB钻孔向高密度、微小孔、多层板发展,对孔径及加工精度提出了更高的要求。目前市场上PCB钻孔机钻孔的孔径愈来愈细,孔位精度要求越高。对PCB钻孔机而言,其钻孔精度很大程度上取决于Z轴部件,而与钻孔密切相关的压脚切换组件对钻孔精度的影响也是非常重要,尤其是钻微孔时,压脚的大小及吸尘情况均对加工精度有很大影响。
传统的PCB钻孔机所用的压脚将大、小压脚统一在一起,将压脚的孔径做大,便于取放刀。然而在钻微孔时孔径较大的压脚则对钻孔品质产生不利影响。图1形象地说明了钻孔过程中压脚大小及吸尘负压对铝片的影响,从而对钻孔精度产生影响。从图中很明显的可以看到,压脚过大容易在钻孔时由于吸尘负压的影响而使得铝片被吸起,造成凸起,容易使钻孔产生较大偏差。而使用独立的小压脚则由于压力范围的集中分布,可减少吸尘负压对铝片的吸附,提高钻孔精度。
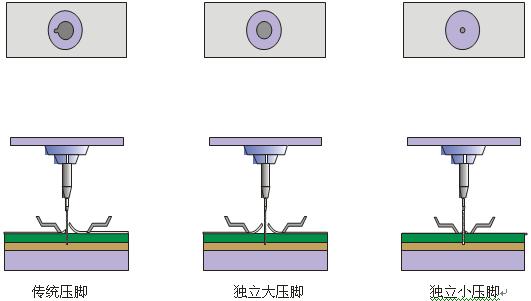
图1 不同压脚钻孔时铝板的状态
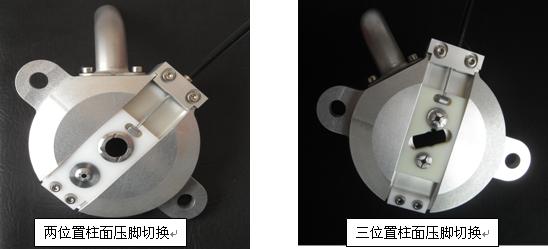
为了改善钻微孔时压脚对钻孔精度的影响,维嘉数控科技(苏州)有限公司(以下简称维嘉)自主开发了三位置和两位置的独立压脚切换方式,并成功运用于机器作业中。开发这种新型压脚切换的目的在于将大小压脚在钻孔的过程中分离开来,成为真正意义上独立的大小压脚。采用此种切换方式,在钻大孔时,小压脚不接触板面。在钻小孔时,大压脚也不接触板面,从而实现真正意义上的大、小压脚切换。由于将小压脚独立开来,可以将小压脚的孔径做的很小,从而使得钻孔时压力范围更集中,提高钻孔品质。图2为维嘉独立设计开发的两位置柱面压脚切换和三位置柱面压脚切换的图片。

图2 两位置/三位置柱面压脚切换组件
三位置的柱面压脚切换具有三个独立的位置,为大压脚位、小压脚位以及换刀位三个位置。这种设计由于将换刀位独立开来,可以使得大压脚的孔径更小,压力范围更集中,对提高钻大孔的精度也是有所帮助的。两位置的柱面压脚切换具有两个独立的位置,其主要特点就是将大压脚孔径做大,将换刀孔与大压脚的孔位统一,在大压脚的位置实现取、放刀的功能。
不论采用两位置的柱面压脚切换还是三位置的柱面压脚切换,都从根本上实现了大、小压脚在钻孔时的分离,有利于提高钻微孔的加工品质。目前维嘉数控科技(苏州)有限公司已经将此种压脚切换的方式成功运用于成品钻机当中,并取得了比较理想的结果。

深科特集团


